

| 注塑压铸 | |||||
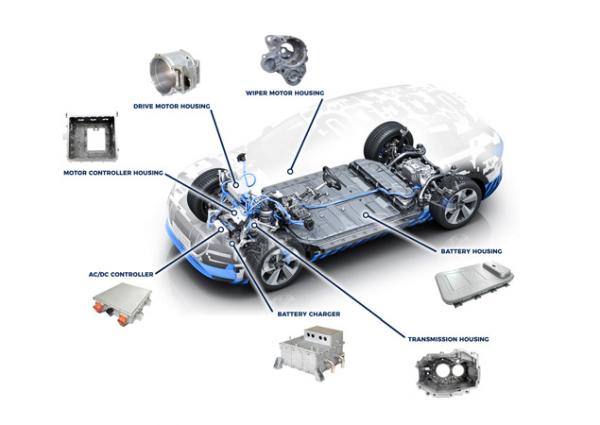
| 产品应用 | 塑料制品 | 金属制品 | |||
| 流程 | 将加热熔化的材料在高压下注入模具型腔中,冷却固化,得到成型品 | ||||
| 将熔融的合金液体倒入压力室中,高速填充钢模的空腔,并且合金液体在压力下固化以形成铸件。 | |||||
| 温度控制 | 料筒温度、喷嘴温度和模具温度需要控制。 | 模腔温度超过 | |||
| 700度 | |||||
| 压力控制 | ① 塑化压力取决于所用塑料的类型。 | 金属液体在压力下填充空腔,常见压力为15-100mpa。 | |||
| ② 注射压力是根据柱塞或螺杆顶部施加在塑料上的压力 (由油压换算而来) | |||||
| 成型周期 | ① 灌装时间约为3-5秒。 | ② 停留时间约为20-120秒 (特殊厚零件可达5-10分钟) | ② 型腔可以在大约0.01-0.2秒内填充 (取决于铸件的尺寸)。 | ||
| 功能 | ① 由于成型过程的灵活性,生产速度很快 | ① 高效、高精度的过程 | |||
| ② 塑料注塑模具可以容纳不同的塑料或聚合物材料 | ② 不需要二次加工 | ||||
| ③ 填料可用于塑料模具以提高强度 | ③ 复杂的设计可以很容易地完成 | ||||
| ④ 具有非常精确的光洁度的高效过程 | ③ 生产更高质量的产品,具有更好的耐受性,持续时间更长 | ||||


 广东省肇庆市端州三路38号 (526060)
广东省肇庆市端州三路38号 (526060)