

压铸铝零件在压铸之前,有必要对铸铝模具进行预热。未加热的模具会使铝液冷却过快,降低流动性,使铸件容易出现冷分离、成型不完全、夹杂、气孔等问题。同时,模具受到强烈冲击,应力加倍,容易被破坏。因此,预热可以提高铸件的表面质量,延长模具的使用寿命。
预热温度一般控制在150 ℃ ~ 300 ℃,保温0.5h左右即可使用。
不要直接用熔融金属 (铝水) 预热模具,因为如果冷模具直接接触热的液态金属,势必会受到热量的冲击,导致热侵蚀,加速热乏力引起的模具表面开裂和剥落。
在连续压铸生产中,铝模的温度经常升高。高温不仅使液态金属鼓包,而且使铸件冷却缓慢,导致晶粒粗大,质量下降高压压铸铝。因此,当模具温度过高时,应采取冷却措施。
(1) 水冷: 铝合金压铸模具上设有冷却水通道,使循环水流入成型镶块或型芯,并将热量带出模具。水冷的冷却效率高,可有效降低型腔表面温度,但增加了压铸模具结构的复杂性,主要用于散热量大的模具。为了防止空腔表面冷凝,冷却水的温度应高于室温。
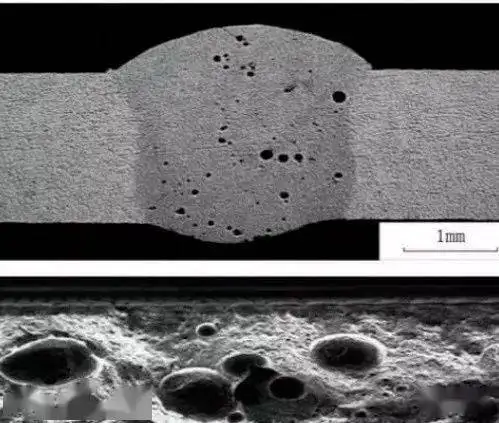
(2) 空气冷却: 对于压铸模具中难以用水冷却的零件,可以采用空气冷却,空气冷却可采用鼓风机或压缩空气。空气冷却不仅可以冷却铝合金压铸模具,而且可以均匀地吹气涂层,分散涂层的挥发性气体,降低铸件的孔隙率。空气冷却的冷却温度比水冷却的冷却温度低得多。
(3) 热管冷却: 主要用于难以直接用冷却水冷却的小零件。在要冷却的小零件中,热管用于输出特殊的热量,然后使用冷却水冷却热管。
铝模使用后,应及时清理模腔,有效去除残铝。冷却后进行防锈处理,模具入库,水平放置集中管理,重复使用。的使用寿命通过把握铝模的相关环节,可以有效地延长高压压铸模具,制造,使用和维护管理。


 广东省肇庆市端州三路38号 (526060)
广东省肇庆市端州三路38号 (526060)